
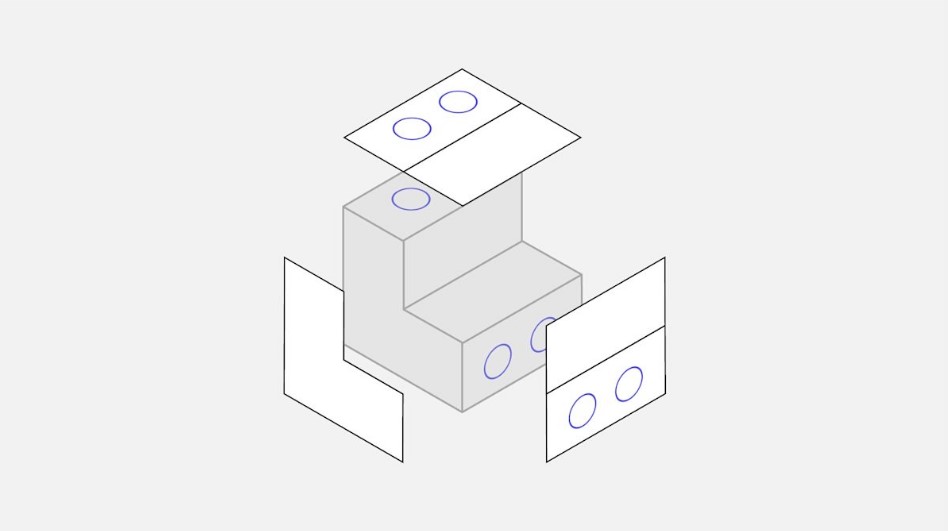
Der Tool -Zugriff ist eine der Hauptkonstruktionsbeschränkungen in CNC -Bearbeitung. Um alle Oberflächen des Modells zu erreichen, muss das Werkstück mehrmals gedreht werden.
Immer wenn das Werkstück gedreht ist, muss die Maschine neu kalibriert und ein neues Koordinatensystem definiert werden.
Während des Entwerfens ist es wichtig, Maschinen -Setups aus zwei Gründen zu berücksichtigen:
Die Gesamtzahl der Maschineneinrichtungen wirkt sich auf die Kosten aus. Das Drehen und Neuausrichtung des Teils erfordert manuelle Arbeit und erhöht die Gesamtbearbeitungszeit. Dies ist oft akzeptabel, wenn das Teil bis zu drei- oder viermal gedreht werden muss, aber alles über dieser Grenze ist übermäßig.
Um eine maximale relative Positionsgenauigkeit zu erreichen, müssen im selben Setup zwei Merkmale bearbeitet werden. Dies liegt daran, dass der neue Kalibrierungsschritt einen kleinen (aber nicht zu vernachlässigen) Fehler einführt.
A Die 5-Achsen-CNC-Maschine bewegt gleichzeitig Schneidwerkzeuge oder Teile entlang von fünf Achsen. Multi-Achsen-CNC-Bearbeitung Kann Teile mit komplexen Geometrien herstellen, da sie zwei zusätzliche Rotationsachsen anbieten. Diese Maschinen beseitigen die Notwendigkeit mehrerer Maschinenaufbindungen.
Die Fünf-Achsen-CNC-Bearbeitung ermöglicht es dem Werkzeug, ständig tangential zu bleiben Schneidfläche. Die Werkzeugwege können komplizierter und effizienter sein, was zu Teilen mit besserer Oberflächenfinish und geringeren Bearbeitungszeiten führt.
Trotzdem hat 5-Achsen-CNC seine Grenzen. Die Einschränkungen der grundlegenden Werkzeuggeometrie und der Zugriffszugriffszugriffszugriffsbeschränkungen gelten weiterhin (z. B. Teile mit internen Geometrien können nicht bearbeitet werden). Darüber hinaus sind die Kosten für die Verwendung solcher Systeme höher.
Unterschnitte sind Funktionen, die nicht mit Standardschneidwerkzeugen bearbeitet werden können, da einige ihrer Oberflächen nicht direkt von oben zugänglich sind.
Es gibt zwei Haupttypen von Unterschnitten: t-Slots und Schwalbenschwanz. Unterschnitte können einseitig oder doppelseitig sein und werden mit speziellen Werkzeugen bearbeitet.
T-Slot-Schneidwerkzeuge bestehen aus a Horizontale Schneidklinge an eine vertikale Welle angebracht. Die Breite eines Unterschnitts kann zwischen 3 mm und 40 mm variieren. Wir empfehlen die Verwendung von Standardgrößen für die Breite (d. H. Inkremente des ganzen Millimeter oder Standard -Zoll -Fraktionen), da es eher ein geeignetes Tool verfügbar ist.
Für Schwalbenschwanz SchneidwerkzeugeDer Winkel ist die definierende Merkmalsgröße. Sowohl 45- als auch 60-Grad-Schwalbenschwanzwerkzeuge gelten als Standard. Es gibt auch Werkzeuge mit einem Winkel von 5, 10 und bis zu 120 Grad (in Schritten von 10 Grad), werden jedoch weniger häufig verwendet.
 ABONNIEREN SIE UNSEREN NEWSLETTER
ABONNIEREN SIE UNSEREN NEWSLETTER
WHATSAPP : +86-15375471059
E-Mail : allan@safekeso.com
Telefonnummer : +86 15375471059



















