
Im Kern bezeichnet die Oberflächengüte bei der Zerspanung die kleinen Unregelmäßigkeiten, die nach der Bearbeitung auf der Oberfläche eines Werkstücks verbleiben. Diese Unregelmäßigkeiten werden typischerweise in drei Kategorien eingeteilt:
Stellen Sie sich nun zwei Extreme vor:
Bei diesem ausgewogenen Verhältnis zwischen Produktionsgeschwindigkeit und Endqualität kommt es auf Erfahrung an. Das sehen wir jeden Tag, wenn Bearbeitungsteile Für Kunden aus verschiedensten Branchen. Die richtige Oberflächenbehandlung kann den Unterschied ausmachen, ob ein Teil die Qualitätskontrolle besteht oder im Ausschuss landet. KesoDank unserer fortschrittlichen Bearbeitungsanlagen und der strengen Prozesskontrolle müssen wir uns nicht zwischen Effizienz und Präzision entscheiden – wir bekommen beides.
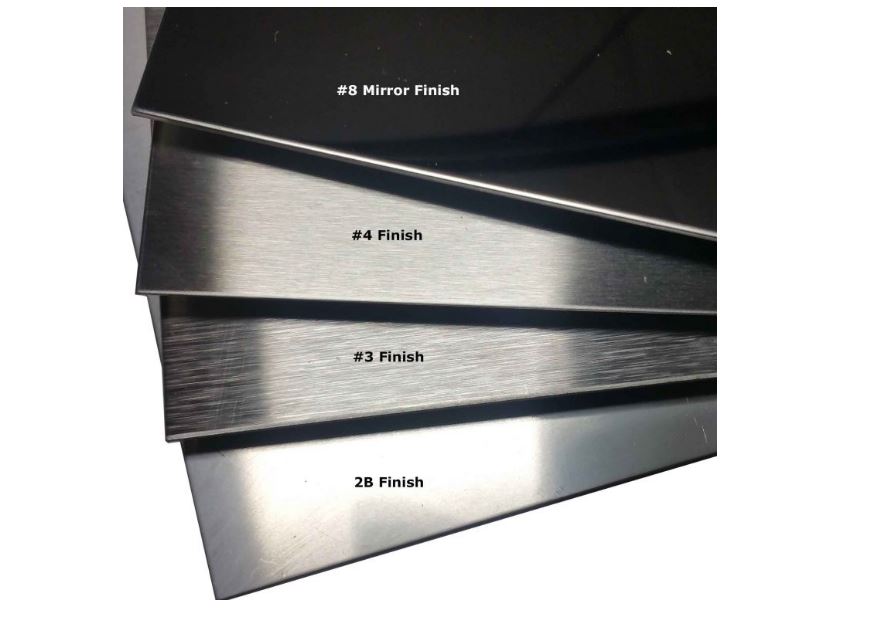
Nicht jedes Bauteil benötigt eine spiegelglatte Oberfläche. Deshalb sprechen Zerspanungsmechaniker von verschiedenen Oberflächenbeschaffenheiten, die jeweils für unterschiedliche Anwendungen geeignet sind:
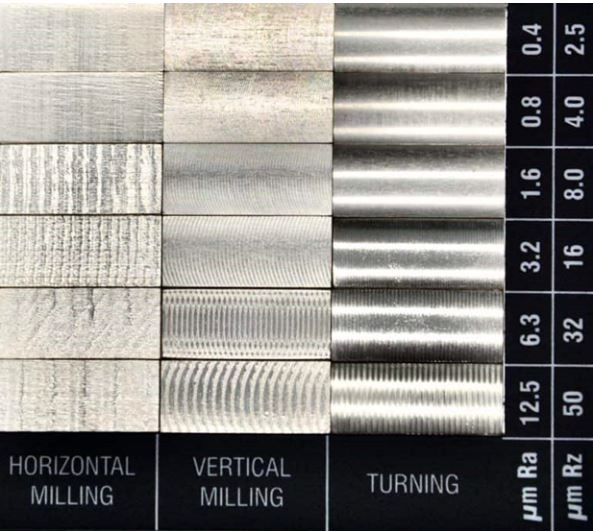
Um diese Oberflächen zu messen und zu vergleichen, verwenden Ingenieure Skalen wie:
Bei Keso berechnen wir Ra und Rz nicht nur auf dem Papier, sondern validieren sie mit hauseigenen Testgeräten und untermauern sie mit realen Oberflächenbearbeitungsoptionen wie Kugelstrahlen, Anodisieren, Bürsten und Spiegelpolieren, um sicherzustellen, dass die Kunden sowohl die Zahlen als auch die Oberflächenqualität erhalten, die ihre Anwendung erfordert.
In der Zerspanung werden diese Messwerte häufig mit einer Oberflächengüteskala verknüpft (manchmal dargestellt als N-Zahlen, z. B. N1 = sehr fein, N12 = rau). Zum Beispiel:
Eine standardisierte Oberflächengüteskala für die Bearbeitung ermöglicht es Zerspanungsmechanikern, Ingenieuren und Einkaufsleitern, bei der Definition von Teileanforderungen „die gleiche Sprache zu sprechen“. Und wenn es um Toleranzen geht, sorgt die Erfahrung unseres Teams in den Bereichen Zerspanung und Oberflächenbearbeitung dafür, dass das Endprodukt die gewünschte Leistung erbringt.
SDie Oberflächenbeschaffenheit ist mehr als nur eine kosmetische Entscheidung, CNC-BearbeitungDie Oberflächenbeschaffenheit bestimmt Reibung, Verschleißfestigkeit, Dichtigkeit und sogar die Wechselwirkung eines Bauteils mit Beschichtungen oder Gegenstücken. Das Verständnis von Oberflächendiagrammen, Maßeinheiten und praxisnahen Prüfmethoden stellt sicher, dass Ihre Bauteile sowohl funktionale als auch ästhetische Anforderungen erfüllen. Wir beraten unsere Kunden hinsichtlich der Oberflächenveredelung, die das optimale Verhältnis von Funktion, Haltbarkeit und Kosten bietet. Denn manchmal ist ein hochglanzpoliertes Bauteil für die Luft- und Raumfahrt sinnvoll, manchmal genügt eine einfache gefräste Oberfläche. Diese Art von Beratung bieten wir in jedem Projekt, das wir betreuen.
Verschiedene Branchen verwenden unterschiedliche Kennzahlen für die Oberflächenrauheit. In der Zerspanung sind die gebräuchlichsten Ra (mittlere Rauheit), Rz (mittlere Rauheitsdifferenz) und N-Werte (Güteklassen, meist nach ISO-Norm).
Hier ist eine Umrechnungstabelle, die unsere Ingenieure tatsächlich verwenden:
| Rauheitsgrad (N) | Ra (µm) | Ra (µin) | Typisches Prozessbeispiel |
| N1 | 0,025 | 1 | Superfinishing / Runden |
| N2 | 0,05 | 2 | Läppen / Honen |
| N3 | 0,1 | 4 | Feinmahlen |
| N4 | 0,2 | 8 | Schleifen / Polieren |
| N5 | 0,4 | 16 | Feinfräsen / Drehen |
| N6 | 0,8 | 32 | Standardfräsen / Drehen |
| N7 | 1.6 | 63 | Allgemeine CNC-Bearbeitung |
| N8 | 3.2 | 125 | Grobfräsen |
| N9 | 6.3 | 250 | Grobes Drehen |
| N10 | 12,5 | 500 | Starke Schnitte, gegossene Oberflächen |
Edelstahl erfordert oft strengere Kontrollen der Oberflächengüte als weichere Metalle, insbesondere in Branchen wie der Lebensmittelverarbeitung, der Luft- und Raumfahrt sowie der Medizintechnik. Bei der Bearbeitung von Edelstahlwellen für Kunden aus der Lebensmittelindustrie ist eine glatte Oberfläche nicht nur optisch wichtig, sondern verhindert Bakterienwachstum und gewährleistet die Einhaltung von Vorschriften. Auf diese Details legen wir bei JLCCNC größten Wert.
Profi-Tipp: Edelstahl verhärtet sich mit der Zeit. Schärfere Werkzeuge, geeignetes Kühlmittel und das Vermeiden von Reibvorgängen tragen zur Erhaltung der Oberflächenqualität bei.
Wir haben außerdem festgestellt, dass die Abstimmung der Vorschubgeschwindigkeit auf die richtige Werkzeugbeschichtung entscheidend ist. Ein Kunde aus dem Medizinbereich kam mit groben Implantatprototypen zu uns. Nach der Optimierung der Parameter lieferten wir Oberflächen, die glatt genug waren, um die chirurgischen Prüfstandards zu erfüllen. Eine raue Oberfläche kann zu erhöhter Reibung, schnellerem Verschleiß und mitunter sogar zu Passproblemen führen. Und genau hier macht eine gute CNC-Fertigung den Unterschied: Schneiden kann jeder, aber nicht jeder kann diese saubere, gleichmäßige Oberfläche liefern, die Ihnen später Nacharbeit und Kosten erspart.
TAGS :
 ABONNIEREN SIE UNSEREN NEWSLETTER
ABONNIEREN SIE UNSEREN NEWSLETTER
WHATSAPP : +86-15375471059
E-Mail : allan@safekeso.com
Telefonnummer : +86 15375471059



















