
Fragt man drei Maschinenschlosser nach dem Unterschied zwischen Vorrichtungen und Lehren, erhält man wahrscheinlich drei verschiedene Antworten. Es ist eine dieser Sachen, die ständig verwechselt werden, insbesondere von Leuten, die nicht direkt an der Maschine arbeiten.
Doch bei der Planung einer Einrichtung wird dieser Unterschied entscheidend. Die Art und Weise, wie ein Teil gehalten wird, beeinflusst alles: Ausrichtung, Wiederholgenauigkeit und die Geschwindigkeit, mit der das nächste Teil geladen werden kann. Für einen einzelnen Prototyp ist das nicht so wichtig. Aber bei einer Serienproduktion von tausend Teilen? Da ist es von größter Bedeutung.
Der Hauptunterschied zwischen einer Vorrichtung und einer Spannvorrichtung in der Zerspanung liegt in der Werkzeugführung und Werkstückfixierung. Eine Vorrichtung führt das Schneidwerkzeug für präzise Bohrungspositionierung, während eine Spannvorrichtung das Werkstück lediglich für CNC- oder automatisierte Bearbeitungsvorgänge fixiert. Die folgende Tabelle fasst die wichtigsten Unterschiede übersichtlich zusammen.
| Besonderheit | Jig | Einrichtungsgegenstand |
| Hauptaufgabe | Hält das Werkstück und führt das Werkzeug (ähnlich wie Buchsen). | Es fixiert das Teil einfach während der Maschinenbewegung. |
| Gemeinsame Aufgaben | Bohren, Reiben, Gewindeschneiden. | Fräsen, Drehen, Schleifen und Prüfen. |
| Komplexität | Üblicherweise höher (erfordert Präzisionsführungsplatten). | Es kann einfacher sein, muss aber extrem starr sein. |
| Zweck | Genauigkeit bei manuellen Lochmustern. | Schnelles, wiederholbares Laden für CNC-Bearbeitung. |
Vorrichtungen und Lehren sind so konstruiert, dass Positionsabweichungen vermieden werden. Bediener sollten die Werkstücke nicht manuell positionieren. Die Einrichtung selbst gibt exakt vor, wo das Werkstück liegt und wie das Werkzeug es berührt. Sobald dies eingestellt ist, wiederholt die Maschine den Vorgang automatisch.
Viele Betriebe bauen ihre Ladeneinrichtungen nach wie vor selbst, obwohl diese Vorgehensweise immer seltener wird. Die meisten Produktionsaufträge verlagern sich zu spezialisierten Partnern, die die entsprechenden Systeme bereits eingerichtet haben. Unternehmen fusionieren im Grunde genommen dieCNC-Bearbeitungmit der Vorrichtungskonstruktion, sodass Sie direkt von einer CAD-Datei zu einem fertigen Teil gelangen, ohne drei Wochen nur für den Werkzeugbau zu verschwenden.
Bevor wir uns mit Anwendungsbereichen befassen, ist es hilfreich zu verstehen, was Vorrichtungen und Lehren eigentlich sind. Was sind also Vorrichtungen und Lehren?
Eine Vorrichtung positioniert das Werkstück und führt das Schneidwerkzeug.
Eine Vorrichtung hält und positioniert das Werkstück, während die Werkzeugmaschine den Schnittweg steuert.
Das ist der entscheidende Unterschied.
Bohrvorrichtungen werden häufig beim Bohren eingesetzt, wobei Führungsbuchsen die exakte Eintrittsstelle des Bohrers in das Werkstück steuern. Spannvorrichtungen sind in der CNC-Bearbeitung üblicher, wo das Programm die Werkzeugbewegung vorgibt und die Vorrichtung das Werkstück lediglich stabilisiert und korrekt positioniert.
Die meisten Probleme bei der Bearbeitung lassen sich auf mangelnde Konstanz zurückführen. Man kann ein einzelnes Teil vielleicht noch von Hand korrekt ausrichten, aber wenn man das fünfzig oder hundert Mal auf dieselbe Weise wiederholt, fängt es an, zu schwanken.
Vorrichtungen und Lehren beseitigen dieses Rätselraten.
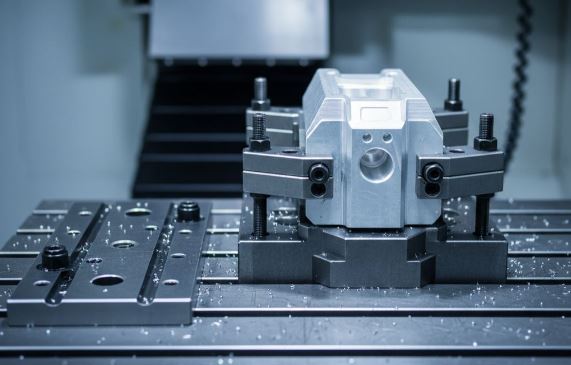
Sobald die CNC-Spannvorrichtung konstruiert ist, legt der Bediener das Werkstück in die definierte Position ein und startet den Bearbeitungsprozess. Die Vorrichtung selbst gewährleistet eine gleichbleibende Position.
Sie werden in Vorgängen wie den folgenden verwendet:
● Bohren von sich wiederholenden Lochmustern
● Fräsen der gleichen Geometrie über mehrere Teilechargen hinweg
● Gewindeschneiden
● Prüfaufbauten, bei denen die Teile in einer kontrollierten Ausrichtung positioniert werden müssen
In Produktionsumgebungen spart dies Zeit, aber noch wichtiger ist, dass der Prozess dadurch vorhersehbar bleibt.
Durch das Wissen um den Unterschied zwischen Vorrichtungen und Lehren wird die Steuerung von Bearbeitungsvorgängen deutlich einfacher.
Zu den praktischen Vorteilen gehören unter anderem:
● Gleichmäßige Teilepositionierung für bessere Bearbeitungsgenauigkeit
● Zuverlässige Wiederholbarkeit über verschiedene Produktionsläufe hinweg
● Schnelleres Be- und Entladen bei der Serienfertigung
● Weniger manuelle Ausrichtung für den Bediener
● Stabilere Schnittbedingungen bei der Bearbeitung
● Wird für präzises Bohren, Fräsen, Prüfen und Spannen von Werkstücken in der Massenproduktion verwendet
Sie sind zwar nicht der spannendste Teil der maschinellen Bearbeitung, aber sie entscheiden im Stillen darüber, wie reibungslos ein Auftrag tatsächlich abläuft.
Im Idealfall ist die Entscheidung einfach. In der Praxis richtet sich die Wahl jedoch nach Maschinen und Auftragsvolumen. Man sollte nicht fragen: „Wie lautet die Definition aus dem Lehrbuch?“, sondern: „Was beschleunigt diesen Auftrag?“
Bohrschablonen sind die erste Wahl, wenn es auf Genauigkeit und Wiederholbarkeit ankommt, insbesondere bei manuellen Maschinen.
Wenn Sie hundert Platten mit dem gleichen Lochmuster bohren, möchten Sie nicht, dass ein Bediener jeden einzelnen Bohrpunkt manuell ansteuert. Eine Bohrschablone löst dieses Problem, indem sie den Bohrer durch eine gehärtete Buchse drückt. Verwenden Sie sie, wenn:
● Sie produzieren große Chargen identischer Lochmuster.
● Manuelle Bohrmaschinen sind Ihr Hauptengpass.
● Sie müssen den Operator "drift" aus der Gleichung entfernen.
Vorrichtungen sind in der CNC-Welt unverzichtbar. Sobald der CNC-Werkzeugweg in ein Bearbeitungszentrum programmiert ist, wird keine physische Führung mehr benötigt. Die Maschine weiß bereits, wo sie hinfahren soll. Das Werkstück muss lediglich fixiert werden.
Hier kommt die Leuchte ins Spiel. Sie ist dafür konzipiert:
● Mehrachsige Fräsbearbeitung, bei der eine starke Einspannung unerlässlich ist.
● Hochgeschwindigkeitszyklen, bei denen Teile in Sekundenschnelle ausgetauscht werden müssen.
● Automatisierte Setups, bei denen die Maschine den "Führungs"-Teil übernimmt.
Früher war die Grenze zwischen diesen beiden klar definiert. Heute ist sie etwas verschwommen.
Sie werden sogenannte Hybridwerkzeuge sehen, die ein Werkstück wie eine Vorrichtung positionieren, aber dennoch über eine Führungsbuchse für einen spezifischen manuellen Arbeitsgang verfügen. Moderne CNC-Systeme haben zudem den Bedarf an herkömmlichen Bohrvorrichtungen in vielen Bearbeitungsprozessen reduziert. Bei präziser Maschinenpositionierung ist die Führungsfunktion einer Vorrichtung bereits in die Software integriert.
TAGS :
 ABONNIEREN SIE UNSEREN NEWSLETTER
ABONNIEREN SIE UNSEREN NEWSLETTER
WHATSAPP : +86-15375471059
E-Mail : allan@safekeso.com
Telefonnummer : +86 15375471059



















